北京20#变径弯头厂家,JIS弯头






- 面议
- 2024-11-13 14:02:05
- 弯头
- 樊经理 18803074999
- 河北首开管道装备有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
热推弯头成形工艺是采用弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。 热推弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯直径小于弯头直径,通过芯模控制坯料的变形过程,使内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而得到壁厚均匀的弯头。
热推弯头成形工艺具有外形美观、壁厚均匀和连续作业,适于大批量生产的特点,因而成为碳钢、合金钢弯头的主要成形方法,并也应用在某些规格的不锈钢弯头的成形中。成形过程的加热方式有中频或高频感应加热(加热圈可为多圈或单圈)、火焰加热和反射炉加热,采用何种加热方式视成形产品要求和能源情况决定。
冲压成形弯头是早应用于批量生产无缝弯头的成形工艺,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。
产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。
焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能多次重复烘干,否则药皮容易开裂剥落),防止焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。弯头焊接时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能。焊后硬化性较大,容易产生裂纹。若采用同类型的焊条焊接,进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用铬镍不锈钢焊条。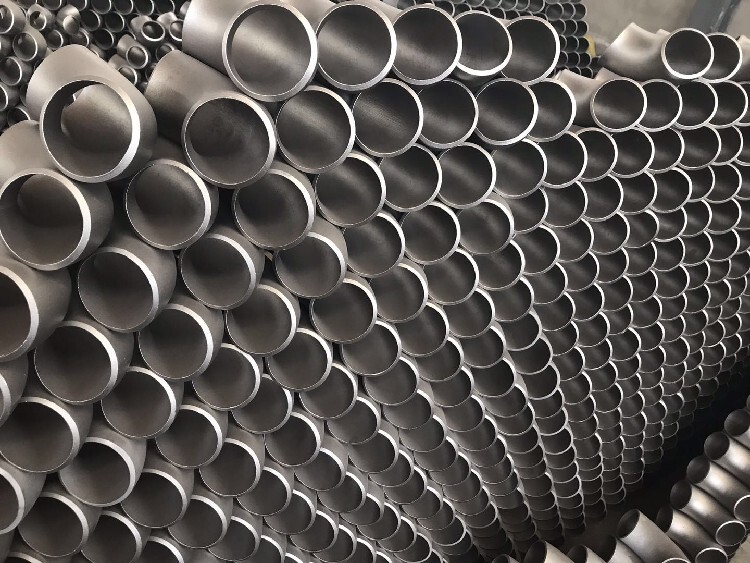
弯头是一种常用的管件,广泛应用于管道工程、建筑装饰、工业制造等领域。它通过直管段和弯曲管段的组合来实现管材的弯曲,以满足各种施工环境和安装要求。弯头具有适用范围广、安装方便、节省材料、便于维修更换等特点。是管道系统中不可缺少的配件之一。通过了解弯头的用途和工作原理,可以更好地使用这一配件,提高管路系统的施工质量和安全性能。
弯头是一种管道连接件,用于连接两根或更多的管道,并实现方向改变。在不同的工业领域和应用中,弯头将呈现不同的形状和尺寸以确保管道的有效性和持久性。在执行弯头的定义和要求时,有许多的国家、行业和标准机构制定了不同的标准。
在制造过程中,生产商可以使用多种方法来制造弯头,常用的方法有热压弯管和冷弯管。热压弯管是在恒温控制下将管道加热并插入弯头模具中进行形状加工的过程。冷弯管是由于管道材料的特殊性质而进行的冷加工加热的过程,通常适用于薄壁管道。
尽管弯头是管道连接件的重要组成部分,但在使用或安装弯头时,需要注意以下事项:
1.检查弯头的直径和管道的外径是否匹配。
2.检查弯头的角度和半径是否满足正确的要求。
3.选择正确的材料和制造方法以确保弯头能够承受所需的压力和振动。
4.在安装弯头时,需要使用正确的工具和技术,以确保其正确安装和使用。
- 弯头
- 弯管/弯头
- 樊经理



